
Methodik zur Bewertung eines Widerstands- punktschweißprozesses auf Grundlage der Elektrodenbewegung
Autoren: M.Sc. Moritz Ullrich, Prof. Dr.-Ing. Sven Jüttner
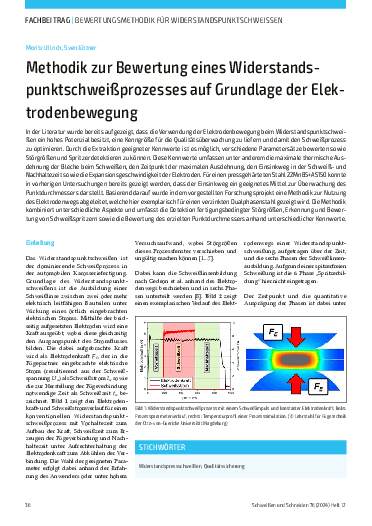
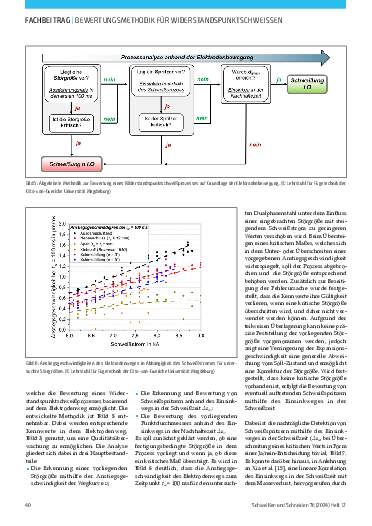
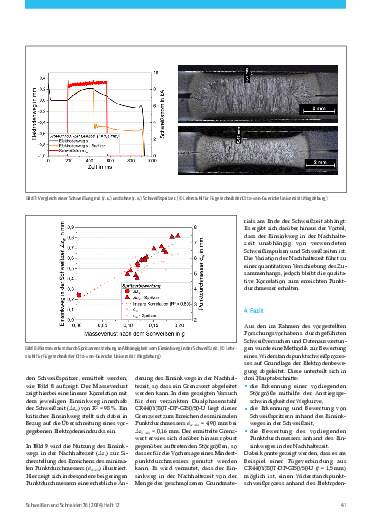
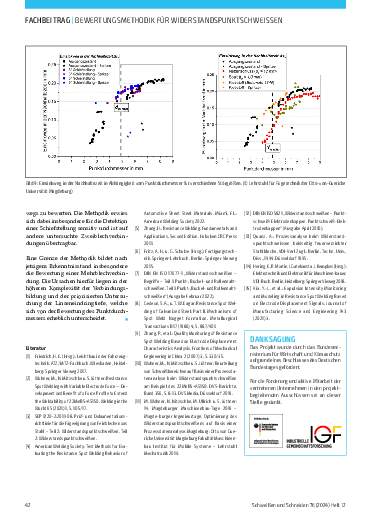
In der Literatur wurde bereits aufgezeigt, dass die Verwendung der Elektrodenbewegung beim Widerstandspunktschweißen ein hohes Potenzial besitzt, eine Kenngröße für die Qualitätsüberwachung zu liefern und damit den Schweißprozess zu optimieren. Durch die Extraktion geeigneter Kennwerte ist es möglich, verschiedene Parametersätze bewerten sowie Störgrößen und Spritzer detektieren zu können. Diese Kennwerte umfassen unter anderem die maximale thermische Ausdehnung der Bleche beim Schweißen, den Zeitpunkt der maximalen Ausdehnung, den Einsinkweg in der Schweiß- und Nachhaltezeit sowie die Expansionsgeschwindigkeit der Elektroden. Für einen pressgehärteten Stahl 22MnB5+AS150 konnte in vorherigen Untersuchungen bereits gezeigt werden, dass der Einsinkweg ein geeignetes Mittel zur Überwachung des Punktdurchmessers darstellt. Basierend darauf wurde in dem vorgestellten Forschungsprojekt eine Methodik zur Nutzung des Elektrodenwegs abgeleitet, welche hier exemplarisch für einen verzinkten Dualphasenstahl gezeigt wird. Die Methodik kombiniert unterschiedliche Aspekte und umfasst die Detektion fertigungsbedingter Störgrößen, Erkennung und Bewertung von Schweißspritzern sowie die Bewertung des erzielten Punktdurchmessers anhand unterschiedlicher Kennwerte.


Als Abonnent haben Sie die Möglichkeit einzelne Artikel oder vollständige Ausgaben als PDF-Datei herunterzuladen. Sollten Sie bereits Abonnent sein, loggen Sie sich bitte ein. Mehr Informationen zum Abonnement



