
SCHWEISSEN UND SCHNEIDEN
"Peer Reviewed Journal" seit 1949
Ausgewiesene Fachleute berichten Monat für Monat über Ergebnisse von Entwicklungs- und Forschungsarbeiten aus allen Bereichen der Industrie und geben ihre Erfahrungen für die Anwendung der Schweißtechnik in der Praxis weiter. Die Fachzeitschrift SCHWEISSEN UND SCHNEIDEN ist damit eine wichtige Informations- und Entscheidungsquelle für Leser aus der Forschung, der Lehre, der Wirtschaft und der Industrie.
Ausgabe 6 (2026)
Ausgaben-Highlights:

Mit Hochdruck in die Wasserstoff-Ära
Wasserstoff gilt als der Energieträger der Zukunft: vielseitig einsetzbar, aus erneuerbaren Energien herstellbar sowie hocheffizient als Brennstoff und zur Energiespeicherung. Seiner Schlüsselrolle zur Dekarbonisierung d...
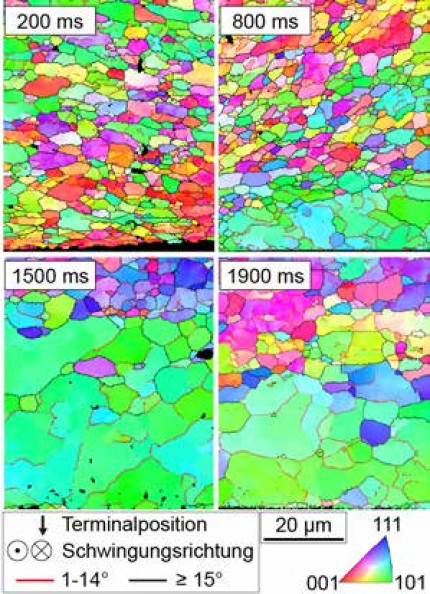
Prozessüberwachung beim Metall-Ultraschallschweißen durch Machine-Learning von Maschinendaten
Das Metall-Ultraschallschweißen (USMW) ist das bevorzugte Verfahren zum Fügen von Aluminiumlitzen mit Kupferterminals in Hochvolt-Bordnetzen. Die Qualitätssicherung erfolgt bislang überwiegend durch zerstörende Stichpro...

Entwicklung und Prüfung von Schweißrauch- Absaugsystemen
Die Absaugung von Schweißrauch ist eine zentrale Maßnahme des Gesundheitsschutzes, um die Exposition gegenüber partikelförmigen Schadstoffen zu reduzieren. Brennerintegrierte Absaugungen und mobile Absauggeräte gewinnen...



